Predictive Maintenance in der Intralogistik
Predictive Maintenance und Intralogistik: Das sind zwei Steckenpferde für MGA-Spezialisten – in der Kombination also so etwas wie Ostern und Weihnachten zusammen.


Predictive Maintenance und Intralogistik: Das sind zwei Steckenpferde für MGA-Spezialisten – in der Kombination also so etwas wie Ostern und Weihnachten zusammen.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

Drei Messehighlights stehen zwischen 15. September und 15. Oktober 2025 im Terminkalender von Lorenz Arnold. Er freut sich auf alle drei.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

In modernen industriellen Prozessen ist die Traceability, sprich die Rückverfolgbarkeit, ein wichtiger Aspekt mit wachsender Bedeutung. In der Steuerungstechnik für den Maschinenbau hierfür Lösungen umzusetzen, ist Teil der Arbeit von MGA.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

Groß, größer, Logistikzentren! Sie sind die Monumentalbauten unserer Zeit. Voluminöser als die größten Dombauten des Mittelalters prägen immer mehr riesige meist fensterlose Quader das Erscheinungsbild von Vorstädten. Sie säumen Autobahnen und dominieren Industrie- und Gewerbegebiete.
„Logistikautomatisierung für E-Commerce-Anbieter“ weiterlesen
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.
Bekanntlich beschäftigen wir uns zunehmend und sehr gerne mit Audiotechnologien, insbesondere Sprachsteuerungen. Wie im letzten Beitrag angekündigt lässt sich unser Know-how auch für die Werkerführung bei der Einrichtung und Konfiguration von Schaltschränken anwenden.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.
MGA baut zwar selbst keine Schaltschränke, doch sorgen die Spezialisten bei der Konstruktionsplanung von Maschinen dafür, dass die Monteure und Werker bei der Installation »leichtes Spiel« haben.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.
18. Mai 2021
Was versteht man unter einer virtuellen Inbetriebnahme einer Maschine? Welche Vorteile gibt es für den Anwender? Und was macht die Nutzung der virtuellen Inbetriebnahme einerseits so anspruchsvoll und aufwendig und andererseits so vielversprechend? Gerrit Jache, Mitarbeiter bei MGA Ingenieurdienstleistungen GmbH in Würzburg, und Inhaber Lorenz Arnold äußern sich im Interview.
Was versteht man konkret unter einer virtuellen Inbetriebnahme?
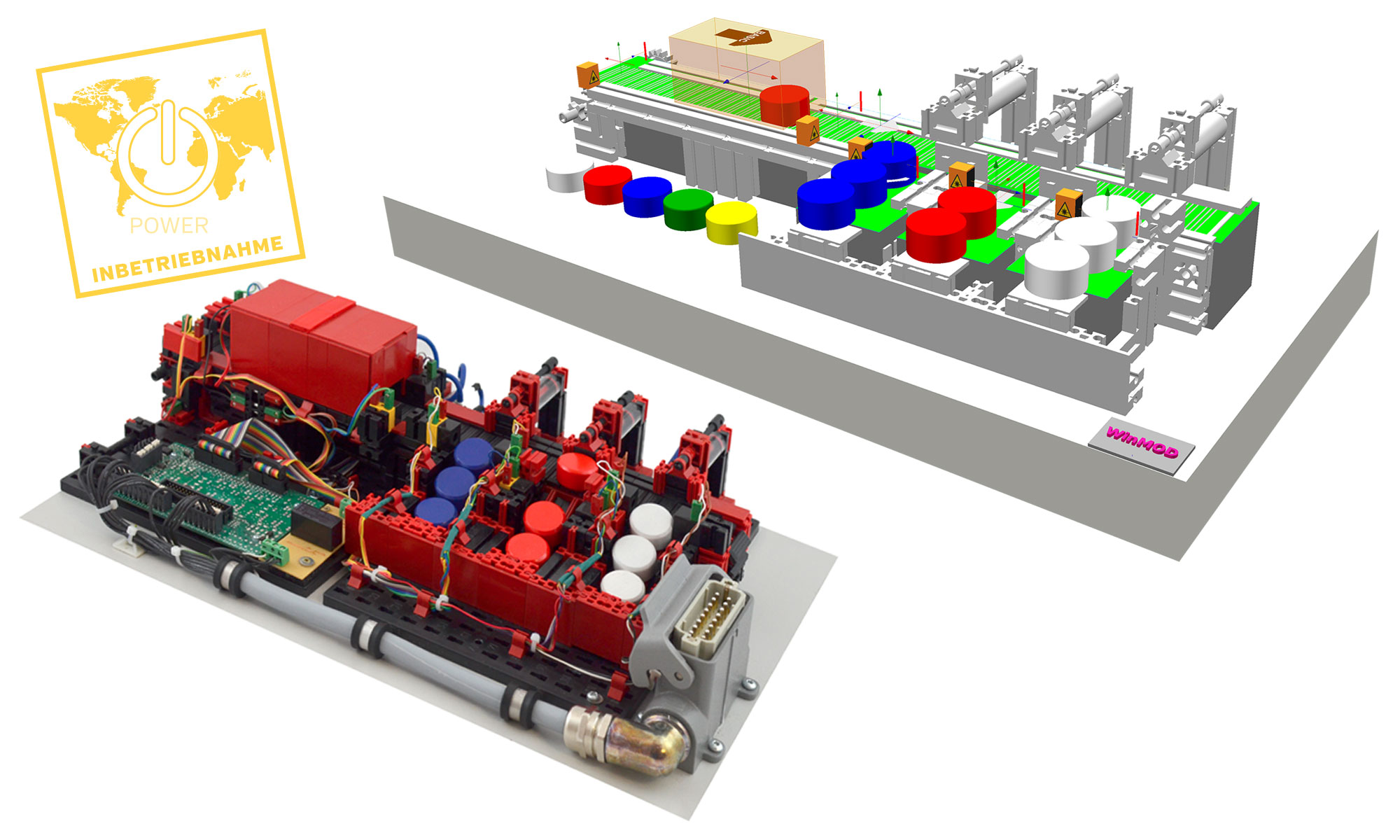
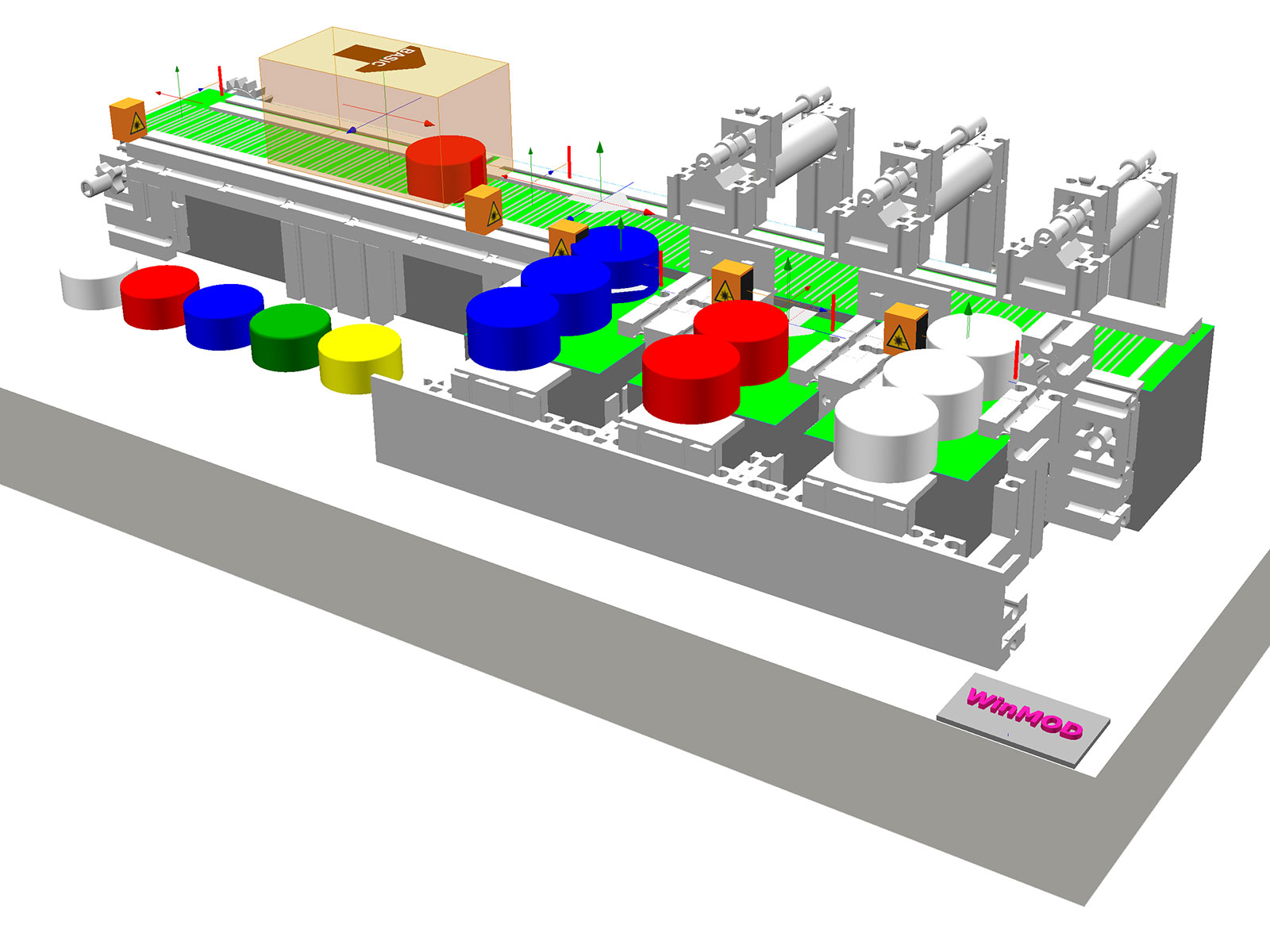
Gerrit Jache: Durch eine virtuelle Inbetriebnahme kann man den Prozess einer Maschine vorwegnehmen. Während oder im Anschluss an den Konstruktionsprozess kann man ein virtuelles Modell von einer Maschine erzeugen, einen digitalen Zwilling. Im nächsten Schritt haucht man dem digitalen Zwilling der Maschine Leben ein: Man spricht hier vom kinematisieren. Manches, das in der reellen Welt miteinander kommuniziert, tut das auch in der virtuellen Welt. Stellen Sie sich ein Laufband vor, auf das Sie einen Gegenstand legen. Das wird auch bei der virtuellen Inbetriebnahme abgebildet.
Nennen Sie uns ein Beispiel!
Gerrit Jache: Je nachdem, wie komplex eine Maschine getestet werden soll, muss der digitale Zwilling vorab in all seiner Komplexität erstellt werden. Anhand des Zwillings kann ich die geschriebene Software gleich am Modell testen. Das erspart mir sehr viel Zeit. So habe ich ein direktes Feedback, was die Funktionen meines Programms machen.
Wie kommt es, dass Sie dieses Thema anpacken? Was ist der Anlass und die dahinterstehende Motivation?
Gerrit Jache: Es werden immer mehr Dinge digital miteinander verknüpft. Ich nenne nur beispielhaft Industrie 4.0 oder Internet of Things (IoT), Die IT wird immer mehr ein Bestandteil der Automatisierung. Der Maschinenbau rückt viel näher an die Informationstechnik heran. Mittels der virtuellen Inbetriebnahme werden viele Daten ausgetauscht. So wird etwa die Konstruktion mit der Elektrotechnik verbunden.
Lorenz Arnold: Ich sehe in der virtuellen Inbetriebnahme die große Chance, die Qualität der Software, die wir für unsere Kunden erstellen, zu erhöhen. Warum? Der Reifegrad kann immer nur so gut sein wie die Qualität der Testverfahren. Das Testen ist eine ganz wesentliche Voraussetzung für eine hohe Software-Qualität.
Die virtuelle Inbetriebnahme ist ein äußerst wirksames Werkzeug zum Testen, das ich meinem Software-Entwickler zusätzlich an die Hand gebe. Das war für mich persönlich der Auslöser, das Thema auf die Agenda zu setzen.
Was sind denn die Vorteile der virtuellen Inbetriebnahme gegenüber der herkömmlichen Methode – aus Sicht des Anwenders?
Gerrit Jache: Auf den Punkt gebracht: Alles, was man früher erst an der Maschine testen konnte, kann man jetzt schon im Vorfeld testen! Dementsprechend hat man schon bei der Programmierung eine gute Übersicht über die Maschine. Im Normalfall hat man einen Code und Variablentabellen sowie eine Beobachtungsfunktion der Software-Entwicklungs-Tools.
Was heißt das?
Gerrit Jache: Bei der virtuellen Inbetriebnahme verfüge ich über ein dreidimensionales Modell, anhand dessen ich sogleich Fehler erkennen kann.
Beispiel: Wenn irgendein Sensor nicht reagiert oder ein Zylinder nicht ausfährt, sehe ich das sofort. So erhält der Programmierer ein schnelles Feedback und spart viel Zeit beim Testen der Funktion. Daraus entsteht eine höhere Software-Qualität, die Herr Arnold auch schon angesprochen hat. All das verkürzt die Inbetriebnahme vor Ort, wenn man die Software auf die Maschine aufspielt. Der Vorteil: Wenn ein Fehler rechtzeitig auffällt, kann man das der Konstruktionsabteilung mitteilen, bevor die Anlage in Stahl und Eisen realisiert wird.
Das hört sich alles sehr gut an. Was braucht man für das Installieren der Software?
Gerrit Jache: Im Idealfall nur einen Laptop, dazu zwei Bildschirme. Dann die SPS und verschiedene Kommunikationsmittel.
Lorenz Arnold: Die Verkürzung der Zeitdauer bei der Inbetriebnahme ist für mich ein ganz wesentlicher Vorteil. Das bedeutet nicht nur eine Kostenersparnis, weil man im Office besser arbeiten kann als auf der Baustelle, etwa am anderen Ende der Welt. Viel wichtiger ist für mich, dass man beim Produktentstehungsprozess der Maschine mehr parallel arbeiten kann. Weil wir die Inbetriebnahme vorwegnehmen können, verkürzt sich insgesamt die Lieferzeit für die Maschine. Das ist ungeheuer wichtig für unsere Kunden, die Maschinenbauer.
Damit meine ich das Thema »Time to market«. Gemeint ist damit der Zeitraum von der Idee bis zur Inbetriebnahme vor Ort. Unabhängig von der Kostenreduktion, ist die schnellere Lieferung ein sehr großer Vorteil.
»Die virtuelle Inbetriebnahme kann nur so gut sein wie das Modell«
Jetzt zu den Nachteilen der virtuellen Inbetriebnahme …
Gerrit Jache: Die virtuelle Inbetriebnahme kann nur so gut sein wie das Modell. Manche Dinge sind schwer zu implementieren. Je ungenauer die Daten, desto schwieriger ist die Simulation. Es gibt aber ja noch die tatsächliche Inbetriebnahme, deswegen muss man sich nicht sogleich vollständig auf die virtuelle verlassen.
Wenn ich Ihnen zuhöre, gewinnt man den Eindruck, Sie beschäftigen sich seit mehreren Jahren damit …
Gerrit Jache: … erst seit mehreren Monaten!
Was versprechen Sie sich persönlich von dieser Methode der virtuellen Inbetriebnahme?
Gerrit Jache: Ich interessiere mich sehr für das Programmieren. Es ist für mich eine angenehme Arbeit, weil ich ein direktes Feedback habe und ich somit besser coden kann. Infolge der zunehmenden Kommunikation kann man immer mehr Dinge in das Modell besser einbinden. Beispiel Handy: Längst ist es ein Multifunktions-Tool. Das Modell in unserem Fall kann man für Schulungen und für Vorführungen auf Messen genauso verwenden, für das User-Interface, für Ferndiagnosen und Fehlerbehebung. So hoffe ich umso mehr, dass der Nutzwert der virtuellen Inbetriebnahme steigt.
Haben Sie eine ungefähre Vorstellung, wie hoch der Mehraufwand bei der virtuellen Inbetriebnahme ist – zeitmäßig und finanziell?
Gerrit Jache: Das ist sehr schwer einzuschätzen. Je nach Maschine und Komplexität der Anforderungen gibt es einen unterschiedlichen Abstrahierungsgrad. Die Frage lautet: Wie genau muss das Modell entwickelt werden? Die Hürden sind am Anfang sehr hoch, ebenso die Kosten, weil alles einzeln entwickelt werden muss – und zwar jeder physikalische Zusammenhang. Allerdings: Wenn man einmal ein solch virtuelles Modell erst einmal entwickelt hat, wird die Fortsetzung immer einfacher.
Ich habe mich kürzlich mit einer Firma unterhalten, die hatten innerhalb von einer Woche ein virtuelles Modell für eine komplette Maschine erstellt.
»Ich bin frei von Sorge, dass ich mir das eigene Geschäftsmodell mit einer virtuellen Inbetriebnahme kaputtmache«
Aus der Sicht eines Laien frage ich mich: Kann man die Fehleranfälligkeit der Maschinen-Software bzw. Fehler der Maschine in der Praxis von vorneherein durch eine virtuelle Inbetriebnahme so sehr reduzieren?
Gerrit Jache: Ja, doch! Wer testet, weiß zwar, wie umständlich es manchmal ist, Testdaten aus einer Software zu gewinnen. Ein dreidimensionales Feedback-Modell ist wesentlich übersichtlicher als Variablentabellenoder ein Code. Man kann sich auch Testabläufe vorher erstellen, direkte Fehlermeldungen erhalten, wenn etwa ein Gut vom Band fällt. Man kann also leicht Fehler rekonstruieren.
Lorenz Arnold: All das bedeutet nicht, dass die Inbetriebnahme an der Maschine völlig überflüssig wird. Bestimmte Dinge kann man ausschließlich an der Maschine testen und machen. Das kann mit Gegebenheiten vor Ort zu tun haben. Bei uns ist die weltweite Inbetriebnahme ein wichtiger Geschäftsbereich. Ich bin frei von Sorge, dass ich mir das eigene Geschäftsmodell mit einer virtuellen Inbetriebnahme kaputtmache. Wir werden beides brauchen!
Gibt es nicht auch andere Parameter, die die Wirksamkeit einer Maschine vor und während des Einsatzes beeinflussen – und die bei einer virtuellen Inbetriebnahme gar nicht berücksichtigt werden können? Etwa die falsche Standortwahl, Fehler bei der tatsächlichen Inbetriebnahme, falsches Zubehör, um die Maschine reibungsfrei laufen zu lassen.
Gerrit Jache: Man muss sich die Parameter genau anschauen, um zu prüfen, ob sich die Virtualisierung überhaupt lohnt. Ein konkretes Beispiel, das ich selber erlebt habe: Aufgrund fehlender Daten hat man in einer Firma einen einzelnen Motor ohne virtuelle Inbetriebnahme real installiert – ohne jegliche Simulation. Dabei stand sehr viel Entwicklungsaufwand dahinter. Das kann gut gehen, muss es aber nicht …
»Solche Parameter können wir bei einer virtuellen Inbetriebnahme natürlich nicht vorwegnehmen«
Lorenz Arnold: In vielen Anwendungen, in denen wir tätig sind, verarbeiten wir Papier. Beispiele sind Briefsortiermaschinen und Verpackungsmaschinen. Wie das Papier zu handhaben ist, hängt von der Feuchtigkeit ab. Und auch von der Beschaffenheit des Papiers, die wiederum von Lieferanten abhängig ist. Eine solche Maschine hat andere Standortvoraussetzungen in Sibirien als in den Tropen. Diese Parameter können wir bei einer virtuellen Inbetriebnahme natürlich nicht vorwegnehmen.
Welches Know-how muss jemand mitbringen, um eine Aufgabe wie die Ihre zu bewältigen?
Gerrit Jache: Diese Entwicklungstools sind oft an Automatisierer gerichtet. Die haben ähnliche Funktionsweisen, wie man das von Siemens oder CoDeSys kennt. Das Programm, das ich anwende, heißt WinMOD. Dort gibt es Funktionsblöcke, mit denen man verschiedene Regelungstechniken aufbauen kann. Damit kann man dem Modell Leben einhauchen. Unabhängig davon braucht man ein gutes, logisches Verständnis. Jeder, der sich mit Programmiersoftware beschäftigt, kann sich hier einarbeiten.
Lorenz Arnold: Herr Jache stapelt hier ein wenig tief. Man braucht schon ein wenig was »zwischen den Ohren«, um diesen Job machen zu können.
Die Methode der virtuellen Inbetriebnahme ist nicht neu – angeblich gibt es sie seit 25 Jahren. Woran liegt es, dass sie selten in der Praxis zum Einsatz kommt?
Gerrit Jache: Bislang war es so, dass im Maschinenbau die Konstruktion einen größeren Anteil bei der Entwicklung hatte. Meist hat man in der Software-Entwicklung davon getrennt gearbeitet. Bei der digitalen Entwicklung ist das anders. Beide Abteilungen müssen miteinander kommunizieren, was manchmal schwierig umzusetzen ist.
Eine virtuelle Inbetriebnahme lässt sich jedes Jahr schneller erstellen, weil auch die Hardware immer schneller wird. Programme lassen sich immer leichter implementieren. Vielleicht ist der Aufwand in manchen Branchen jetzt schon geringer als der Ertrag, der durch virtuelle Inbetriebnahme entsteht. Heute bekommt man für 1.000 Euro ein starkes Rechensystem, das selbst komplexe Modelle berechnen kann. Vor fünf Jahren wäre das nicht möglich gewesen.
»Je mehr wir uns damit beschäftigen, desto schneller geht die Entwicklung voran«
Lorenz Arnold: Vielleicht hat es auch damit zu tun, dass der Maschinenbau mit solchen Methoden ein wenig »fremdelt« … Ich merke schon seit vielen Jahren: Der Maschinenbau ist einerseits von der virtuellen Inbetriebnahme fasziniert, zugleich scheut man den Aufwand. Ich verstehe diese Bedenken durchaus. Wir haben aber gemerkt: Je mehr wir uns damit beschäftigen, desto schneller geht es voran – mit klaren Kostenvorteilen für den Kunden.
Was müsste aus Ihrer Sicht passieren, damit die virtuelle Inbetriebnahme eines Tages Standard beim Testen der Maschinen-SW wird, bevor die Maschine tatsächlich installiert wird?
Gerrit Jache: Die Bibliotheken für Maschinenelemente für Software sind oftmals sehr klein. Je mehr Bibliotheken es zu diesen Konstruktionsteilen gibt, umso leichter lässt sich ein solches Modell erstellen. Also: Wenn einem Entwickler ein Motor in einer gewissen Sprache geliefert wird, lässt sich im Idealfall ein Modell mit wenigen Clicks zusammenstellen – oder bereits automatisiert nach der Konstruktion generieren. Längst ist es so: Wenn man etwas in CAD erstellt hat, kann man das kopieren. Solche Entwicklungsvorteile gelten auch für die virtuelle Inbetriebnahme.
Gibt es Anwendungsgebiete, in denen die virtuelle Inbetriebnahme schon heute »Usus« ist – im Gegensatz zu anderen Branchen?
Gerrit Jache: In der Robotik ist es schon heute üblich, dass man ein dreidimensionales Modell verwendet, mit dem man dem Roboter bestimmte Abläufe beibringt. Das gehört oft zum Einstellen von Robotern dazu.
Ein Blick in die Zukunft: Wohin könnte die Entwicklung bei der virtuellen Inbetriebnahme gehen?
Gerrit Jache: Die Entwicklung geht aus meiner Sicht rasend schnell. Denken Sie an das Handy. Daten werden immer mehr miteinander verbunden, die Datenübertragung wird von Jahr zu Jahr schneller. Dementsprechend wird auch der Nutzbarkeit immer größer, weil es immer mehr Anwendungsgebiete gibt. Ich glaube, dass in Zukunft der Aufwand immer kleiner wird, ein solches Modell zu erstellen.
»Ich glaube, dass die Maschinenbauer in Zukunft ohne eine virtuelle Inbetriebnahme nicht mehr zurechtkommen werden«
Lorenz Arnold: Wir befinden uns in einer Phase, in der die Komplexität der Software im Maschinenbau immer mehr zunimmt. Damit meine ich auch die Digitalisierung, Internet of Things (IoT). Die Folge: Ich glaube, dass die Maschinenbauer in Zukunft ohne eine virtuelle Inbetriebnahme nicht mehr zurechtkommen werden. Ich meine, die werden es tun müssen, ansonsten gehen sie unter.
Heißt das, dass virtuelle und stationäre Inbetriebnahme parallel Hand in Hand gehen werden?
Lorenz Arnold: Wenn es um die Wertschöpfung einer Maschine geht, findet die virtuelle Inbetriebnahme in einem ersten Schritt statt. Ganz klassisch wird es vor der Übergabe einer Maschine, also in einem zweiten Schritt die reale Inbetriebnahme geben. Alles wird parallel existieren, was nicht bedeutet, dass es zeitgleich stattfinden wird. Während man in der Vergangenheit sagte: Wir machen die Optimierung der Software als auch die physische Inbetriebnahme der Maschine im Rahmen der Inbetriebnahme am Endmontageort, wird solches in Zukunft nicht mehr gehen. Will man trotzdem daran festhalten, wird die Wettbewerbsfähigkeit irgendwann Schaden nehmen.
Sie haben im letzten Jahr ein Spracheingabe-System auf den Markt gebracht. Gibt es hier eine Verbindung zur virtuellen Inbetriebnahme?
Lorenz Arnold: Beides sind Software-Themen, allerdings gibt es aus technischer Sicht keinen Zusammenhang. Weil das Jahr 2020 ein Jahr war, in dem wir nicht viel tun durften, haben wir diese beiden innovativen Themen vorangetrieben. Auf diese Weise können wir uns besser positionieren.
Mein Fazit: Wenn man es schafft, eine Maschine, die sich im Anfangsstadium ihrer Entwicklung befindet, mithilfe der virtuellen Inbetriebnahme von vorneherein weniger fehleranfällig zu gestalten, ist das ein besonders großer Vorteil.
Lorenz Arnold: Ich drücke es mal ganz einfach aus und bringe einen Vergleich: Jeder arbeitet gerne mit einem guten Werkzeug. Der Frisör beispielsweise schneidet gerne Haare mit einer guten Schere – und nicht mit einer stumpfen. Das macht sicherlich mehr Freude und ein Haarschnitt mit einer stumpfen Schere dauert länger und ist teuer. Und das kann niemanden egal sein.

Das Gespräch führte Stefan Beck
Pressebeck.de
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

15. März 2021
Proprietär oder Open Source: Für die »echten« Computerexperten ist es ein Zwiespalt, für viele nach wie vor eine Glaubensfrage. Dieses Thema stimuliert vor allem bei Programmierern und ihren Artverwandten beizeiten angelegte Triggerpunkte.
Wer bereits in jungen Jahren als freiheitsliebender Linux-Nutzer der Marktmacht von Windows- und Mac-Betriebssystemen trotzte und dabei den innewohnenden Pioniergeist genoss, tut sich zunächst wohl auch im Beruflichen schwer, sich auf proprietäre Systeme einzulassen. „Proprietäre vs. offene Systeme“ weiterlesen
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.
4. Dezember 2020
Automation und Digitalisierung – in Industrie, Handwerk und Handel rattert, tickt und piepst es, menschliche Laute sind nur noch selten zu hören. Willkommen im Heute! Elektronische Systeme steuern mittlerweile die komplexesten Anlagen und winzige Helfer spielen dabei eine große Rolle: die RFIDs. „RFID – unverzichtbar für IIOT und Industrie 4.0“ weiterlesen
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.
17. November 2020
Die Redaktion von elektrotechnik.de hat soeben einen Online-Beitrag über unser Projekt »Spracheingabe-System« (Blogbeitrag hier) veröffentlicht.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

8. Oktober 2020
Third-Party-Anbieter können eigene Anwendungen über etablierte Automatisierungsplattform anbieten
„Bosch Rexroth öffnet ctrlX AUTOMATION für Partner“ weiterlesen
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

22. Juni 2020
Lorenz Arnold und sein Team von MGA Ingenieurdienstleistungen erstellen ab Frühling 2020 ein Spracheingabe-System für Maschinensteuerung und möchten damit eine noch leichtere und komfortablere Bedienung gewährleisten – Prototyp soll im Herbst 2020 fertig sein. „Spracheingabe-System“ weiterlesen
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

Folien für Verpackungen sind auf den ersten Blick ein Allerweltsprodukt, von dem wir laufend umgeben sind. Ohne transparente oder gefällig bedruckte Folienverpackung wären die Produkte im Supermarkt nicht nur ungeschützt – sie würden auch kaum die gewünschte Aufmerksamkeit des Konsumenten unserer Zeit erlangen.
Was steckt dahinter?
Hinter der Herstellung von Folie verbirgt sich eine gekonnte Kombination aus Kunststofftechnologie, Maschinenbau und intelligenter Steuerungstechnik.
Dabei zählt es zum Standard, dass Folien aus mehreren Schichten bestehen – im Falle unseres Kunden Windmöller & Hölscher bis zu elf. Eine besondere Facette ist hierbei die Integration einer Barriere: Weil Kunststoff eigentlich nicht diffusionsdicht ist, wird durch eine besondere Schicht erreicht, dass Sauerstoff, Stickstoff und Kohlendioxid am Ein- oder Austritt gehindert werden. Damit läßt sich beispielsweise die Mindesthaltbarkeit von verpackten Lebensmitteln erhöhen.
Das Besondere an der in Fachkreisen als Blasfolie bezeichneten Produktvariante ist, dass die Folie statt als Band als endloser Schlauch produziert wird. Dazu muss der Kunststoff nach dem Extruder ringförmig aus dem Werkzeug austreten. Um dies zu erreichen wird ein Blaskopf verwendet, der mit Hilfe zahlreicher Kanäle für die nötige Verteilung und Anordnung der Kunststoffschmelze sorgt. Der Blaskopf ist das Herzstück der Anlage und seine Ausführung gehört zum besonderen Know-How von Windmöller & Hölscher. Nach dem Austritt aus der ringförmigen Düse wird die Schmelze abgezogen und zugleich von innen mit großen Luftmengen aufgeblasen. Die so entstehende Blase wird nach oben abgezogen um abzukühlen. Im Anschluss kann der Schlauch zusammengelegt und zurückgeführt auf die Ebene des Hallenbodens aufgewickelt werden.

Windmöller & Hölscher ist genau das, was Professor Hermann Simon als »Hidden Champion« bezeichnet: Ein in der breiten Öffentlichkeit weithin unbekanntes Unternehmen, das in der Fachwelt umso prominenter ist und sich über Jahrzehnte eine dominierende Stellung im globalen Wettbewerb erarbeitet hat. Technologische Führerschaft und ein breites Produktspektrum im Bereich von Maschinen zur Herstellung flexibler Verpackungen führen dazu, dass die Lösungen weltweit sehr gefragt sind und rund um den Globus vermarktet werden. Windmöller & Hölscher tut dies im Direktvertrieb, was Kundennähe schafft.
Hohe Aufwendungen für die Produktentwicklung sorgen für die technologische Marktführerschaft. Eine hohe Fertigungstiefe (»die machen alles selber«) sichert ein gleichbleibend hohes Qualitätsniveau. So sind die Westfalen seit fast 150 Jahren erfolgreich und beschäftigen heute weltweit über 2.500 Mitarbeiter.
Seit mehreren Jahren übernehmen Fachleute von MGA als Verstärkung für die eigenen Teams von Windmöller & Hölscher die Inbetriebnahme von Maschinen bei Endkunden in aller Welt. Dabei geht es darum, die mit Steuerungen von B&R ausgerüsteten Maschinen vor Ort hardware- und softwareseitig zu komplettieren, zu testen und zu optimieren. Am Ende steht immer die Abnahme der Anlage durch den Endkunden. Wir tun dies in enger und partnerschaftlicher Zusammenarbeit mit Windmöller & Hölscher: Schließlich treten wir beim Endkunden der Lengericher in deren Namen auf und müssen dem guten Ruf von Windmöller & Hölscher gerecht werden.

Der aus dem Raum Braunschweig stammende Elektrotechniker Nils Stüber kam als junger Technikerschulabsolvent zu MGA – ausgestattet mit der Begeisterung des Absolventen und einem Reisepass. Nach wenigen Jahren war er ein weltgewandter, gefragter Spezialist, der sich bei Kunden und Kollegen einen guten Namen erarbeitet hat.
Was ist der spannendste Moment für ihn bei der Inbetriebnahme? »Wenn die Extruder anfangen zu drehen! Erst dann sieht man, was wirklich passiert.«
In der Zukunft möchte er sich ergänzend zu seinem Fachwissen in der Steuerungstechnik auch mit der Kunststofftechnologie beschäftigen. Dann kann er als noch breiter aufgestellter Experte Blasfolienanlagen zum Leben erwecken.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

Der gute Ruf des deutschen Maschinenbaus rührt nicht nur von technologischer Führerschaft in funktionaler Hinsicht her, er basiert auch auf der Langlebigkeit der hierzulande gebauten Maschinen und Anlagen.
Diese Lebensdauer steht mitunter im Widerspruch zur Lieferbarkeit von Ersatzteilen für Komponenten und Module. Dies gilt gerade auch für Hardwarekomponenten der Steuerungen. Sind hier Baugruppen abgekündigt und bei Defekt nicht mehr lieferbar, sind die Folgen für die Aufrechterhaltung der Produktion des Kunden unabsehbar.
Zu den Komponenten, die hier aktuell betroffen sind, gehören Bedienpanels von Siemens der OP-, TP- und MP-Baureihen.
Die Fritsch GmbH aus Markt Einersheim bei Würzburg genießt seit Jahrzehnten einen exzellenten Ruf als führender Hersteller von Maschinen für Bäckereien – vom kleinen Handwerksbetrieb bis hin zu Großbäckereien, die im industriellen Stil Backwaren produzieren.
Die Schwerpunkte des Familienunternehmens mit seinen über 600 Mitarbeitern sind hierbei Anlagen zur Aufbereitung und zum Formen des Teiges. Ein besonderes Highlight ist eine Maschine zum vollautomatischen Schlingen von Brezeln, mit denen Fritsch im hohen Leistungssegment eine weltweite Alleinstellung einnimmt.

Die Bedienpanels für Maschinen von Fritsch beinhalten mehr als eine reine Bedienoberfläche. Sie umfassen auch die Rezepturverwaltung für die Produktion. Darunter versteht sich nun nicht das Rezept des Bäckers für die Backwaren selbst, sondern alle Maschinenparameter, die für das Formen eines bestimmten Produktes nötig sind. Ohne diese Parameter wird beispielweise unser Frühstückcroissant nicht die gewünschte Form bekommen.
Der Ausfall eines Bedienpanels würde in diesem Falle nicht nur Bedienungseinschränkungen mit sich bringen – vielmehr würde es bedeuten, dass kein Rezepturwechsel mehr stattfinden kann. Was nun, wenn ein Ersatzteil nicht mehr lieferbar ist? Für den Betreiber ein unhaltbarer Zustand.
Fritsch bietet seinen Kunden seit kurzem die punktuelle Modernisierung der betroffenen Bedienpanels als Komplettpaket an.
Im Ergebnis erhält der Kunde ein unter TIA projektiertes Panel modernster Bauart. Die Bedienoberfläche gleicht dem heute aktuellen Standard bei Fritsch-Maschinen. Entscheidend ist aber: Im Rahmen der Modernisierung werden die bislang vom Kunden angelegten Rezepte seines bisherigen Panels zuverlässig in die »neue Welt« übertragen.
Für die Umsetzung des Pilotprojektes bei einer Großbäckerei in Würzburg hat sich Fritsch für die Zusammenarbeit mit MGA entschieden. Das bisherige Panel OP270, das noch unter ProTool projektiert worden war, wurde durch ein TP1200 ersetzt. Die neue Projektierung erfolgte in WinCCAdvanced im TIA-Portal.
Entstanden ist die neue Lösung in enger Zusammenarbeit der beiden Partner. Sie konnte termingerecht und zur vollsten Zufriedenheit des Endkunden übergeben werden. Besonders angetan war der Kunde davon, dass die neu gestaltete Oberfläche so aufgebaut ist, dass seine Mitarbeiter ohne weitere Einweisung damit arbeiten konnten. Sie erklärt sich einfach selbst.
Mit der Erfahrung aus diesem Pilotprojekt fühlen sich nun alle Projektpartner gerüstet, in Zukunft weiteren Kunden diese Umrüstung anbieten zu können.

Unser Programmierer René Oumard ist ausgewiesener Spezialist für HMI-Systeme und hat sich damit – neben der normalen SPS-Technik – seit über 15 Jahren beschäftigt.
Dieses Projekt kommentiert er mit »Gewusst, wie!«. Es sind eben viele Kleinigkeiten zu beachten, damit bei der Umsetzung von alt auf neu alles wie am Schnürchen klappt. Dies muss man sich einmalig erarbeiten und dabei einen Lösungsweg festlegen, der bei künftigen Projekten die Vorgehensweise vorgibt.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

Die Krones AG mit Hauptsitz in Neutraubling bei Regensburg ist mit ihren über 16.000 Mitarbeitern im Bereich von Getränkeabfüll- und Verpackungsanlagen Weltmarktführer – und dies nicht nur hinsichtlich des Umsatzes, sondern vor allem auch auf Grund ihrer innovativen und hochqualitativen Technologie. Weltweit wird jede vierte Flasche auf einer Maschine von Krones abgefüllt und verpackt. Das Produktspektrum umfasst von der Einzelmaschine bis zum schlüsselfertigen Abfüllbetrieb alles, was die Getränkeindustrie benötigt. Das Unternehmen ist somit ein Rund-um-Systemanbieter.
Steffen Hille ist am nördlichsten der Krones-Standorte in Deutschland im Einsatz: In Flensburg, nur fünf Kilometer von der Grenze zu Dänemark entfernt. Hier ist unter anderem auch der Produktbereich PET-Recycling ansässig.
Als Elektrokonstrukteur unterstützt er in diesem Segment die Projektarbeit, indem er die Steuerungen der Maschinen mitentwickelt, plant und detailliert. »Bevor ich anfangen konnte zu konstruieren musste ich mich zunächst in den von Krones entwickelten Prozess des Recyclings einarbeiten«, leitet der Elektrotechniker Steffen Hille seinen Bericht ein.
Der Siegeszug der PET-Flasche im Getränkebereich macht auch deren Wiederverwertung immer bedeutender – zumal das Recycling voller Chancen steckt: Für die Umwelt ebenso wie für die Wirtschaftlichkeit.
Das Spannende ist dabei, die Flaschen in einer Güte aufzubereiten, dass aus dem Recyclat eine erneute Verarbeitung zu PET-Flaschen oder, ganz allgemein: zu lebensmitteltauglichen Materialien möglich wird.
Die Herausforderung: PET ist nicht diffusionsdicht. Verschmutzungen können sich also in den Werkstoff einlagern. »Es kommt beispielsweise vor, dass Verbraucher Kraftstoff in eine leere Getränkeflasche kippen, weil sie gerade nichts anderes zur Hand haben« erläutert unser Projektmitarbeiter Steffen Hille die Tragweite des Problems.

Meist geht es aber um die Entfernung von Geschmacksstoffen aus sachgemäßen Befüllungen. Von diesen Fremdstoffen muss das PET dann wieder befreit werden. Genau hier setzt der von der Krones AG entwickelte Prozess an: Zunächst werden die Flaschen zu sogenannten Flakes zerkleinert, sortiert und dann konventionell gewaschen. Danach folgt der entscheidende Schritt im »Bottle-to-Bottle«-Modul, kurz B2B-Modul genannt. Der Werkstoff wird erwärmt, aber nicht aufgeschmolzen. Darin unterscheidet sich das System von allen anderen am Markt verfügbaren Verfahren. Und: Durch die niedrige Temperatur und die kürzere Prozesszeit fallen erheblich geringere Energiekosten an. Möglich ist dies einerseits durch das von Krones eigens entwickelte Verfahren im B2B-Modul, andererseits aber auch durch die Zerkleinerung in sehr feine Flakes zu Beginn der Verarbeitung.

»Am Ende entsteht ein Rohstoff, der nicht nur rein im Sinne des Lebensmittelrechtes ist, sondern auch die physikalischen Eigenschaften besitzt, um wieder zu einer Getränkeflasche verarbeitet zu werden« sagt der Konstrukteur Hille über das Endprodukt, das die Anlage verlässt. Und nicht nur das: Der Recyclingwerkstoff ist bis zu 40% preisgünstiger als ein konventioneller Grundstoff.
Der Schwerpunkt der Tätigkeit von Steffen Hille besteht in der Planung und Konstruktion der elektrischen Steuerung. Auf Basis des Pflichtenheftes und der Unterlagen der mechanischen Konstruktion beginnt seine Aufgabe mit der Konzeptfindung, der Auswahl der wichtigsten Komponenten für die Steuerung und die Dezentralisierung.
»Ich arbeite mich dann komplett durch die Steuerung und erstelle die notwendigen Konstruktionsunterlagen« berichtet er. EDV-seitig wird er bei seiner Arbeit von den von Krones eingesetzten zeitgemäßen Tools unterstützt.

Steffen Hille kann auf einen breiten Erfahrungsschatz in der Elektrokonstruktion zurückgreifen. Für MGA war er bereits in unterschiedlichen Branchen tätig:
Anlagen für die Automobilindustrie, Schienenfahrzeuge und die Postautomatisierung sind einige seiner Stationen.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

Das E-CAD-System EPLAN P8 erfreut sich als Tool zur Erstellung von Schaltschrankunterlagen, Stromlaufplänen und vielen anderen Dokumenten der Hardwarekonstruktion großer Beliebtheit. Als eines der weltweit führenden Systeme ist es wahrlich in aller Munde. Nicht nur in Deutschland gilt es als unangefochtener Standard unter den E-CAD-Systemen.
Um mit EPLAN schnell und in hoher Qualität arbeiten und dabei den Leistungsumfang ausschöpfen zu können, ist eine Datenbank mit Artikeldaten und Makros eine zentrale Grundlage. Die Artikeldaten umfassen die zu einer Komponente gehörenden Kennzeichen, angefangen vom Hersteller über dessen Artikelnummer bis hin zu technischen Detaildaten. Die Makros bieten eine grafische Darstellung des Bauteils, in der funktionale Grafikelemente wie Klemmen enthalten sein können. Makros können in 2d und 3d vorhanden sein. Sie können Anschlussbilder und Bohrschablonen enthalten.
Die Hersteller der Komponenten stellen in der Regel Daten für die von ihnen angebotenen Komponenten im Internet bereit – entweder auf der eigenen Website oder im Dataportal von EPLAN. Das Dataportal ist eine von EPLAN ins Leben gerufene herstellerübergreifende Plattform. Komponentenhersteller können dort ihre digitalen Gerätedaten hinterlegen. Inzwischen haben fast 300 Hersteller die Daten für insgesamt fast eine Million Komponenten im Dataportal hinterlegt. Für die Hersteller ist das Angebot von Daten zu ihren Komponenten ein wichtiger Mehrwert, den sie ihren Kunden bieten können. Je besser diese Daten sind, umso schneller und unkomplizierter kann der Anwender die Komponente in seiner Konstruktion berücksichtigen. Die Daten nutzen demnach ebenso dem Anwender wie auch dem Hersteller. Also: win-win.
Schneider Electric entwickelt, produziert und vertreibt am Standort in Marktheidenfeld nahe Würzburg die Produkte aus dem Bereich High Performance Solutions. Dabei geht es um Steuerungslösungen und Antriebstechnik vor allem für Verpackungsmaschinen. Die Produktfamilie ist am Markt unter dem Namen PacDrive 3 bekannt und genießt gerade bei schnelllaufenden Verpackungsmaschinen einen hervorragenden Ruf. Für den Maschinenbauer haben diese Produkte den Nutzen, dass sie speziell auf seine Bedürfnisse ausgerichtet sind und daher seine Anforderungen besonders umfassend erfüllen.
Für das Erstellen der Digitalen Daten für diese Geräte vertraut Schneider Electric auf die Erfahrung der EPLAN-Experten bei MGA. In einem mehrmonatigen Prozess wurden gemeinsam Daten erzeugt, die sich sehen lassen können: Die Informationen über die Komponenten selbst wurden von Schneider Electric bereitgestellt und von MGA in EPLAN in die nötige Form gebracht. Dieser Prozess ist nach Aussage von EPLAN selbst »durchaus nicht trivial«. Es erfordert einerseits tiefe Kenntnisse in EPLAN und andererseits eine sehr sorgfältige und akribische Arbeitsweise.
Das Ergebnis kann sich sehen lassen: Die Anwender können nun auf Artikeldaten sowie Makros in 2d und 3d zurückgreifen. Durch die Verwendung von Anschlussbildern »weiß« das System beispielsweise, welche Verbindungen im einzelnen vorliegen müssen und wohin sie exakt führen. Das hat für den Anwender einen doppelten Nutzen: Zum einen kann das Engineering, zum anderen die Fertigung noch weiter automatisiert werden.
Und Schneider Electric hat die Gewissheit, seine Kunden auf Weg der Digitalisierung des Engineering-Prozesses wieder einen Schritt nach vorne gebracht zu haben!


Mit unseren Kollegen Wolfgang Schrepfer und Lukas Sauer haben sich zwei Kollegen mit ganz unterschiedlichen Vorkenntnissen prächtig ergänzt: Der Oberfranke Wolfgang Schrepfer verfügt über 20 Jahre Erfahrung in der Hardwareplanung und weiß somit, worauf es dem Anwender ankommt. Dem Würzburger Lukas Sauer wiederum ist als sprichwörtlichem Digital Native das Thema Digitalisierung faktisch schon in die Wiege gelegt worden. Da überrascht es nicht, dass er die Möglichkeiten von EPLAN in der gesamten Tiefe durchdrungen und für das Projekt nutzbar gemacht hat.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

Der kanadische Konzern Bombardier ist in Deutschland einer der zwei Branchenführer bei der Herstellung von Schienenfahrzeugen. Den Geschäftsbereich Nahverkehr baute Bombardier kräftig aus, als er 2001 mit der Adtranz den früheren AEG-Lokomotivbaubetrieb in Hennigsdorf übernahm. An dem traditionsreichen Standort bei Berlin wurden seit der Gründung 1913 fast 22 000 Lokomotiven und Triebwagen gebaut.
Die zwei- bis fünfteiligen Fahrzeuge des Typs Talent 2 sind das Basismodell des künftigen Nahverkehrs der DB Regio AG. Durch das innovative Baukastenprinzip sind zahllose Varianten desselben Zugtyps dieses neu entwickelten Elektrotriebzuges mit der Baureihenbezeichnung 442 möglich. Klimaanlage, Steckdosen an allen Sitzplätzen und Informationsdisplays zeichnen den Komfort der neuen Züge aus. Sie verfügen über behindertengerechte Einstiege und Toilettenanlagen.
Der Talent 2 ist besonders energieeffizient und beschleunigt schnell auf bis zu 160 km/h. So können die Fahrtzeiten deutlich verringert und die Pünktlichkeit erhöht werden.
Die Übernahme von Aufgaben in der Elektrokonstruktion war der Einstieg von MGA in die Schienenfahrzeugbranche. Bei Bombardier geht es nun um Tests und Inbetriebnahme von Nahverkehrszügen. Arbeit im öffentlichen Personenverkehr konfrontiert die Techniker mit den sehr hohen Sicherheitsanforderungen des Eisenbahnbundesamts. Wenn dabei »einfach alles« geprüft wird, so stellt das schon quantitativ erhebliche Aufgaben. Die Techniker müssen bei allen Einzelsystemen feststellen, ob sie funktionieren, aber auch, was bei Fehlfunktionen passieren könnte. Um sich hier einzuarbeiten, ist es für das Teammitglied wichtig zu wissen: Wie ist eine Lok grundsätzlich aufgebaut? Was ist die Architektur einer Lokomotive?
Klaus Becker begann als erster – von später fünf MGA-Technikern – das Projekt für MGA. Das Team kümmert sich um Tests und die Inbetriebnahme der Talent 2 Züge. Von ihrer Arbeit hängt es ab, dass nur sichere Triebwagen ihren Dienst auf den Schienen tun.
Klaus Becker sieht die hohen Anforderungen gelassen: »Ich finde es bei allen Einsätzen wichtig, Übersicht zu haben. Da kommt es mir bei Bombardier sehr entgegen, dass ich für unser Team schon bei der Vorbereitung des Testleitfadens mitwirken kann.« Doch er begeistert sich auch fürs Detail: »Wir haben 400 Prüfpunkte allein bei den Türsystemen«, erzählt Klaus Becker. Potenzielle Fehlerquellen lassen sich nur teilweise im Stand simulieren: »Vieles kann man nur im Freien und in voller Fahrt checken!«
Eine Bombardier-eigene Teststrecke, die mehrere Kilometer vom Werksgelände von Bombardier nach Norden führt, steht für die Tests zur Verfügung. Von einem bestimmten Prüfstatus an geht es zu weiteren Tests auf die Strecken der Deutschen Bahn AG. Da sind Becker und seine Kollegen täglich auf den Schienen. Bei Wetter, Wind und Schnee – aber manchmal noch ohne Heizung …
1998 war der Diplom-Ingenieur Klaus Becker schon einmal in Hennigsdorf im Einsatz und bereitete die Freigabe von ICE2-Zügen vor. »Diese Branchenerfahrung hat mir die Einarbeitung diesmal erleichtert«, sagt der gebürtige Jenenser. Ihm ist es wichtig, dass er beim Entwickeln von Prüfreihen verantwortlich handeln kann und muss. »Und wenn man unter dem Druck steht, dass Termine für die nächsten Anträge beim Eisenbahnbundesamt eingehalten werden müssen, dann kommt’s eben auch auf Durchhaltevermögen an.«
Mit ihm waren bei Bombardier Detlef Noll, Rüdiger Mühleck, Steffen Hille und Karsten Pinnow aktiv – alles Spezialisten, die schon früher im Bereich von Schienenfahrzeugen Erfahrungen sammeln konnten.
Im Bild: Klaus Becker.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

Im Transport- und Logistikbereich werden täglich große Mengen an Gütern bewegt. Die Anlagenverfügbarkeit hat oberste Prioriät, daher sind robuste Anlagen gefragt. Für vollautomatische Lagerprozesse werden Regalbediengeräte benötigt, die Waren in Regale selbständig ein- und auslagern können. Sie müssen schnell und zuverlässig sein. Waren und Ladungsträger müssen sicher identifiziert werden, beispielsweise anhand von Barcodes oder RFID-Tags. Die Regalbediengeräte müssen exakt positioniert werden. Die Maschinensteuerung muss mit der Leitebene, dem Materialflussrechner oder dem Lagerverwaltungssystem kommunizieren. Menschen müssen durch technische Einrichtungen vor Gefahren geschützt werden.
MGA beschäftigt sich bereits seit der Gründung des Unternehmens intensiv mit Lösungen für den Logistikbereich.
Woran denken wir, wenn wir Texas hören? Natürlich fallen uns sofort Stichworte wie die Erdölindustrie (Dallas), die Raumfahrt (Houston), aber auch Pioniertrecks durch die Prärie, Rinder und saftige Steaks ein.
Damit sind wir auch bereits mittendrin in einem spannenden Projekt, das MGA realisieren durfte: Die Inbetriebnahme von über 30 Regalbediengeräten für einen der größten Fleischverarbeiter der USA in einem verschlafenen Örtchen im Norden von Texas. Dort, wo der Kunde zukünftig große Mengen Rindfleisch verarbeiten und zwischenlagern möchte, entstand ein Kühllager der Superlative: Ein beeindruckend großes Hochregallager mit 30 Regalbediengeräten für über 100.000 Kartons mit bis zu 45 kg sowie einigen Geräten für Paletten. Wie besagt es ein lokales Sprichwort so treffend:
»Everything is bigger in Texas!«
Die Geräte wurden ausgestattet mit Simatic-S7 Steuerungen, größtenteils programmiert in Strukturiertem Text, sowie Antriebstechnik von SEW.
Für mehrere Monate waren MGA-Mitarbeiter in den USA im Einsatz. Sie waren verantwortlich für die Inbetriebnahme der Geräte vor Ort. Das begann zunächst damit, die Elektroinstallation zu prüfen und dann schrittweise in Betrieb zu setzen. Bei Grundsatzfragen und kniffligen Sachverhalten standen die für die Software verantwortlichen Kollegen aus Deutschland helfend zur Seite.

Die zu meisternden Herausforderungen waren vielfältig und nicht immer nur technischer Natur: So war die enge Abstimmung mit den anderen Gewerken, vor allem dem Erbauer des Hochregales wie auch der Fördertechnik, ein wichtiger Erfolgsfaktor. Nur wenn die einzelnen Teilsysteme geometrisch, mechanisch aber eben auch auf Steuerungsebene aufeinander abgestimmt sind, kann das Gesamtsystem die vertraglich vereinbarte Leistung erbringen. Dieses Schnittstellenmanagement der verschiedenen Lieferanten aus unterschiedlichen Staaten war somit ein zentraler Punkt für die Arbeit des Baustellenteams.
Eine weitere Herausforderung für Menschen und Technik war die Kühlung des Lagers: Damit das Fleisch später frisch beim Verbraucher ankommt, wird das gesamte Lager auf eine Temperatur knapp über dem Gefrierpunkt heruntergekühlt. Diese Temperatur wurde bereits in der Inbetriebnahmephase schrittweise erreicht – mit Folgen für die Kollegen: Während in der Umgebung im Freien bereits im April Temperaturen um 30° Celsius keine Seltenheit sind, galt es sich an den Maschinen gegen Kälte zu schützen. Trotz wärmender Kleidung bleibt da die Arbeit doch eine »erfrischende« Angelegenheit.
Schlußendlich wurde das Ziel erreicht:
Die Geräte konnten zunächst im Rahmen eines mehrwöchigen Probebetriebes abschließend eingehend getestet und dann dem Kunden zu dessen großer Zufriedenheit übergeben werden. Angesichts des guten Eindrucks, den die MGA-Spezialisten beim Kunden hinterlassen haben, ist es keine Überraschung, dass noch während des Projektes bereits Folgeaufträge erteilt wurden. Und so waren die Techniker schon bald erneut in Richtung des Landes der unbegrenzten Möglichkeiten unterwegs.

Das Kernteam von MGA bestand mit Arkadiusz König und Guido Schucker aus zwei erfahrenen Inbetriebnehmern, die in das Projekt all ihre Erfahrung einbringen konnten:
Der 26-jährige Elektrotechniker Arkadiusz König aus Düsseldorf konnte insbesondere auf seine Kenntnisse in der Antriebstechnik, die er sich im Bereich von Druckmaschinen angeeignet hat, profitieren. Guido Schucker aus Krefeld konnte neben seinem Fachwissen auch seine im Bereich der Getränkeabfüllanlagen gesammelte internationale Arbeitserfahrung nutzen. Nach dem Projekt sind sich beide einig: »Es war toll, zu beweisen, was wir leisten und am Ende erreichen können. Wir freuen uns schon heute auf das nächste Projekt in der Intralogistik!«
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

Die Lenze AG genießt einen exzellenten Ruf als innovativer Anbieter kompletter antriebstechnischer Systemlösungen. Das Unternehmen mit Sitz in Hameln beschäftigt weltweit über 3.400 Mitarbeiter, davon 300 in Forschung und Entwicklung.
Ein Kernmarkt der Lenze AG ist die Automobilindustrie. Hier bietet Lenze Lösungen für alle Prozessschritte der Produktion an.
Audi, BMW, Mercedes, Ford, Opel. Jeder kennt diese Marken. Zuverlässigkeit lautet das oberste Gebot in der Automobilproduktion. Lenze liefert für diesen Bereich mechanische und elektrotechnische Antriebskomponenten für zentrale und dezentrale Strukturen. Im Einsatz sind beispielsweise Regler der Reihe Servo Drives 9400, dezentrale Steuerungen der Reihe LCU sowie Getriebe- und Servomotoren.
Bei Lenze ist die Sicherheitstechnik dank Drive-based Safety direkt in die Antriebstechnik integriert. So sind weniger Komponenten erforderlich als bei traditionellen Automatisierungslösungen, wo die Sicherheitstechnik immer getrennt von der allgemeinen Steuerungs- und Antriebstechnik war. Die Auswirkungen sind messbar: weniger Stillstand und mehr Sicherheit im Workflow.
Rüdiger Mühleck ist seit über 2 Jahren als Applikationsingenieur für Lenze im Einsatz. »Zu Beginn des Auftrages musste ich zunächst einmal ganz tief in das Thema Antriebstechnik eintauchen« berichtet der langjährige MGA-Techniker. »Denn nur wer begreift, wie ein Antrieb prinzipiell funktioniert, weiß später, welche Parameter er ändern muss um den gewünschten Effekt zu erzielen.« Das spezifische Produktwissen über die Antriebstechnik von Lenze hat er sich dann in Lehrgängen angeeignet, die der Hersteller als offene Trainings allen Interessierten und Kunden anbietet.
Der Schwerpunkt der Tätigkeit von Rüdiger Mühleck liegt vor Ort auf den Baustellen in den Werken der Automobilhersteller. Dort ist er dabei, wenn die Lieferanten der Maschinen und Anlagen für die Produktion ihre Einrichtungen in Betrieb nehmen. Gerne unterstützt er die Kunden von Lenze dabei, die vielfältigen Möglichkeiten der leistungsfähigen Antriebe voll auszuschöpfen und das Optimum an Taktzeit, Leistung und Verfügbarkeit der Maschinen und Anlagen sicherzustellen. Oft hat er dabei alle Hände voll zu tun: »Schließlich gehen zumeist mehrere Anlagen mit einer Vielzahl von Antrieben und Funktionen nahezu gleichzeitig in Betrieb« berichtet Rüdiger Mühleck.
Wenn schließlich alles klappt und die Karossen im Takt ihren Weg durch die Anlagen finden, dann steht er zufrieden hoch oben auf der Bühne mit den Schaltschränken, schaut hinunter – und ist in Gedanken schon auf der nächsten Baustelle.

Rüdiger Mühleck hat eine Ausbildung zum staatlich geprüften Techniker der Elektrotechnik absolviert. In den ersten Jahren seiner Tätigkeit für MGA war er in der Elektrokonstruktion tätig und hat Steuerungen für Automatisierungsanlagen und Schienenfahrzeuge projektiert. Über erste Baustelleneinsätze für Siemens im Bereich der Postautomatisierung führte ihn sein Weg dann zu dem hier geschilderten Projekt als Applikationsingenieur für die Lenze AG.
»In der Antriebstechnik fühle ich mich nach über 2 Jahren nun wirklich fit – und Spaß macht mir die Aufgabe auch« fasst Rüdiger Mühleck abschließend zusammen. Er hat seinen Platz gefunden.
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.

Der Bereich Postal Automation der Siemens AG (Industry Sector, Mobility Division, Infrastructure Logistics) hat von der Deutschen Post AG den Auftrag zur Lieferung von über 280 Maschinen zur Sortierung von Standardbriefen erhalten. Diese neuen Maschinen ersetzen Vorgänger, die ebenfalls von der Siemens AG vor mehr als 10 Jahren geliefert worden waren. Die neuen Maschinen werden an denselben Orten aufgestellt, an denen auch die Vorläufer standen. Es musste also Platz geschaffen werden.
Aber nicht nur das: Um für die Übergangszeit ausreichend Sortierkapazität vorzuhalten, konnten die alten Maschinen nicht einfach demontiert werden. Vielmehr sollte ein Teil der Maschinen innerhalb der jeweiligen Briefzentren verlagert werden, um einerseits die Fläche freizuräumen, andererseits aber weiterhin die Maschinen zur Sortierung einsetzen zu können. Betroffen von dieser Umsetzung waren über 70 Maschinen in fast ebenso vielen Briefzentren in ganz Deutschland – von Rosenheim bis Kiel.
MGA hat diese Verlagerungen für Siemens komplett übernommen. Der Terminplan wurde von Siemens verbindlich vorgegeben und war strikt abgestimmt mit den Lieferterminen der neuen Maschinen. Schließlich sollten die Vorgänger an der bisherigen Stelle noch so lange wie möglich genutzt werden können.
Der Leistungsumfang von MGA umfasste die Umsetzung der Maschinen mit klarer Ergebnisverantwortung für die Termine wie auch für die technisch einwandfrei Übergabe. Zum Leistungsumfang zählte ferner die Projektsteuerung einschließlich aller notwendiger Abstimmungen mit dem Endkunden.

Für die Sicherstellung der Termine hat MGA bis zu 3 Teams eingesetzt. Jedes Team hatte pro Maschine 3 Tage Zeit, die Umsetzung vorzunehmen – und das neben dem laufenden Betrieb der Post.
Die Maschinen wurden, so weit erforderlich, rückverdrahtet und mechanisch in Module getrennt, die kompakt genug waren, um unter den teils sehr beengten Verhältnissen verschoben werden zu können. Die Anlagen wurden dann angehoben, auf Rollwagen gestellt und an den neuen Aufstellort verbracht. Dort erfolgte die Remontage.
Besonders spannend wurde es aber erst im nächsten Schritt – nämlich dann, wenn die Maschinen wieder eingeschaltet wurden: Die Anlagen waren zuvor mitunter über 10 Jahre nicht stromlos geschaltet. Das Ab- und Wiederanschalten war also ein echtes Wagnis und nicht selten waren die Inbetriebnehmer von MGA dann mit all ihrem Wissen und ihrer Erfahrung gefordert, um die Anlagen wieder in Betrieb zu setzen.
Entscheidend für den Projekterfolg bei MGA waren zwei Inbetriebnehmer: Stefan Sedlatschek und Stefan Wilhelm. Beide haben je eines der Teams geführt.
»Unser großer Vorteil war, dass wir schon bei der Inbetriebnahme der Maschinen vor über 10 Jahren dabei waren« verdeutlicht Stefan Wilhelm die Situation. Und sein Kollege Stefan Sedlatschek fügt hinzu: »Wir kennen durch die vielen Jahre, die wir bereits in diesem Umfeld arbeiten, nicht nur die Technik – wir wissen auch, worauf es gerade der Post besonders ankommt.«
Auch die Projektsteuerung bei MGA in Würzburg hat mit Michael Olbrich ein Fachmann übernommen, der vertraut ist mit den Anforderungen dieses Kunden.
»Es hat mir Spaß gemacht, dieses Projekt voranzubringen« so Michael Olbrich, und erläutert einen weiteren Erfolgsfaktor: »Durch konsequente Anwendung von Projektmanagement-Methoden ist es uns gelungen, das Projekt zu beherrschen. Das war zwar vor allem zu Projektbeginn sehr viel Arbeit – schließlich mussten wir zunächst einmal die Strukturen schaffen. Aber dann lief es wie am Schnürchen.«
Eine positive Einschätzung, der sich der Kunde, die Siemens AG, übrigens anschließt. Und so ist es keine Überraschung, dass die Würzburger nun parallel auch bei der Inbetriebnahme der neuen Maschinen Unterstützung leisten. Die langjährige Zusammenarbeit zwischen Siemens und MGA hat sich einmal mehr bewährt.



Stefan Sedlatschek, Stefan Wilhelm, Michael Olbrich (v.l.n.r.)
Hinweis zu unseren Blogbeiträgen: Aus Gründen der leichteren Lesbarkeit verwenden wir im Textverlauf die männliche Form der Anrede. Selbstverständlich sind bei MGA Ingenieurdienstleistungen GmbH Menschen jeder Geschlechtsidentität willkommen.